Continuando con la revisión del PLC Lollette, en esta oportunidad utilizaremos el Gxwork2 realizaremos nuestra primera descarga de código al plc, crearemos una rutina muy básica para probarlo.
Este PLC lo he comprado en la tienda Online Aliexpress, por menos de 30 dolares !!!. existen muchas versiones y variaciones la que tengo es la FX1N FX2N FX3U FK3U o FX3U / LE3U 14MR6AD2DA o LE3U-14MR o LE3U 14MR6AD2DA técnicamente todas las versiones son similares y quizás iguales, trae PLC Lollette con carcaza, «algunas versiones son directamente la PLC « y un cable Serial DB9 Macho-Hembra.

Materiales y Donde Comprarlos
Tutoriales Anteriores Recomendados
Descargar el software de Programación, versión demo 60 dias.
Caracterizacion de PLC, características y funcionalidades
Pruebas realizadas
Este tutorial se divide en 3 partes importantes:
- Configuración de Gx works2 para comunicación serial desde RS232
- Creación de ejemplo de prueba en lenguaje ladder, compilación, depuración y descarga de código.
- Prueba de código, entradas y salidas, Modo Online, forzar registros.
Software de Programación
En mi caso particular utilizo un computador con linux Lubuntu, pero estos software solo funcionan en Windows, la solucion crear una maquina virtual (Virtualbox).
GX Works2 de Mitsubishi.

Review Program #PLC Lollette FX3U 14MR /LE3U/FX3U/FX3UC: Part 2
PLC Conectado y listo para programar.
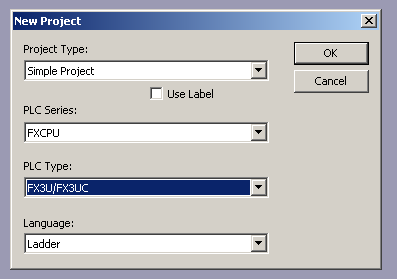
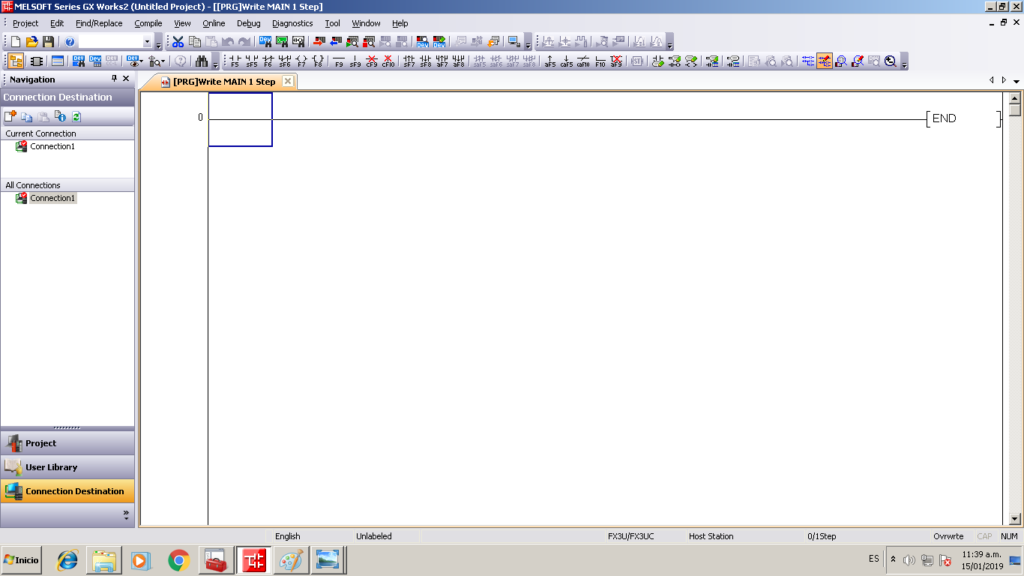
Crear un nuevo proyecto
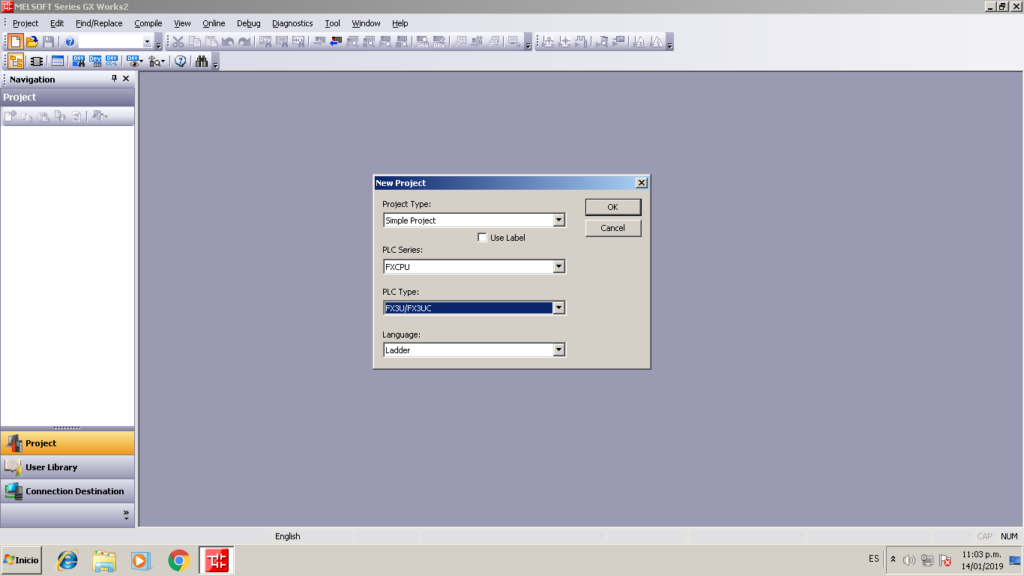
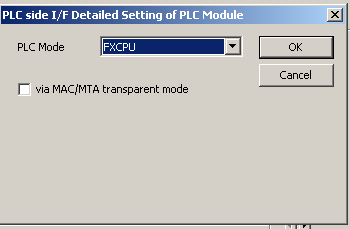
PLC FX3U/FX3UC
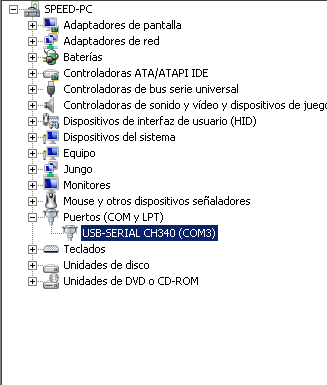
Verificar el puerto del convertidor Serial RS232 a USB.
Desde el administrador de dispositivos, en mi caso el COM3.
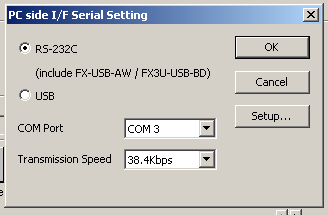
Configurar comunicación Serial (Connection destination) Connection 1 el panel a lado izquierdo.
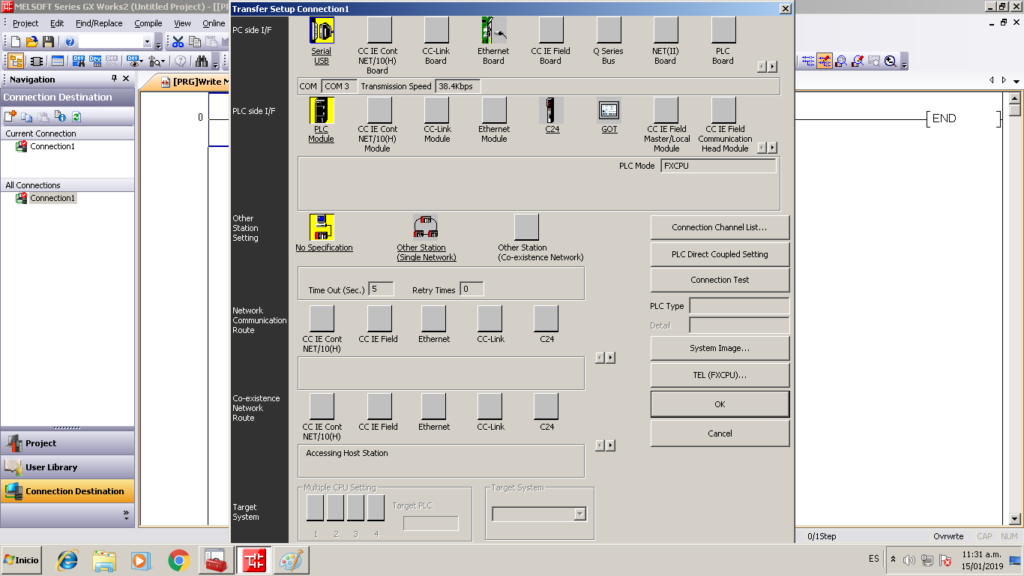
Configurar Puerto Serial y velocidad de comunicación a 38.400 bauds.
Realizar un «Test Connection» y si la comunicación es exitosa con el PLC, visualizaran este mensaje:
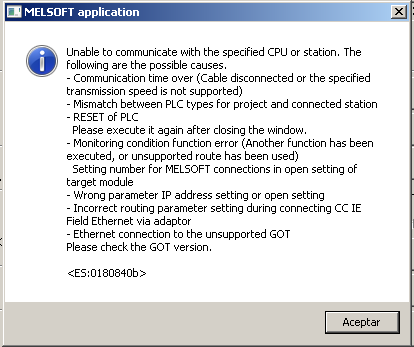
De lo contrario si ven un error como el siguiente, hay algún fallo en parámetros, conexiones físicas o tipo de PLC.
Programacion Lenguaje Ladder
Como se menciono en tutoriales anteriores, tenemos lenguaje Ladder o también conocido como lenguaje escalera y lenguaje SFC o lenguaje Grafcet.
En esta oportunidad utilizaremos Ladder, pero ambos son perfectos.
Guardar Proyecto
Primer programa
Este PLC cuenta con registros M son registros o variables Booleanas internas, las X son entradas digitales y las Y son salidas a Rele en este caso, Para información mas detallada del direccionamiento y registros de este plc recomiendo leer la documentación de Mitsubishi para la familia FX3U.
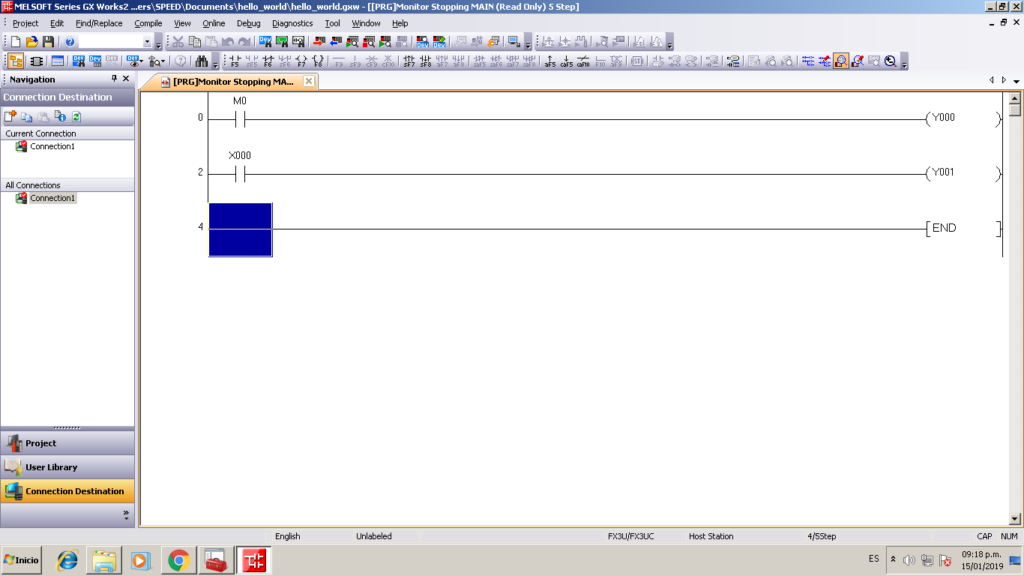
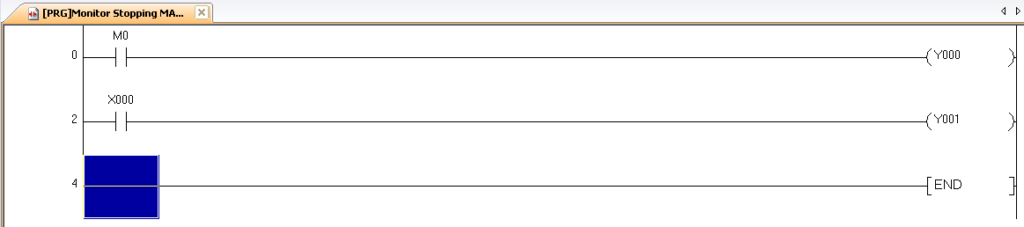
Esta secuencia es muy básica:
- La primera linea, El registro M0 activara la salida Y0.
- La segunda linea, La entrada digital X0 activara la salida Y1.
Nota Importante: luego de crear el código o secuencia en ladder, copilar el código que no se vea el fondo en gris, si no compilan y guardan, todo el código se puede borrar al intentar descargar, atención!!!
Descargar Programa al PLC
Seleccionar todos los parámetros, comentarios, código y rutinas.
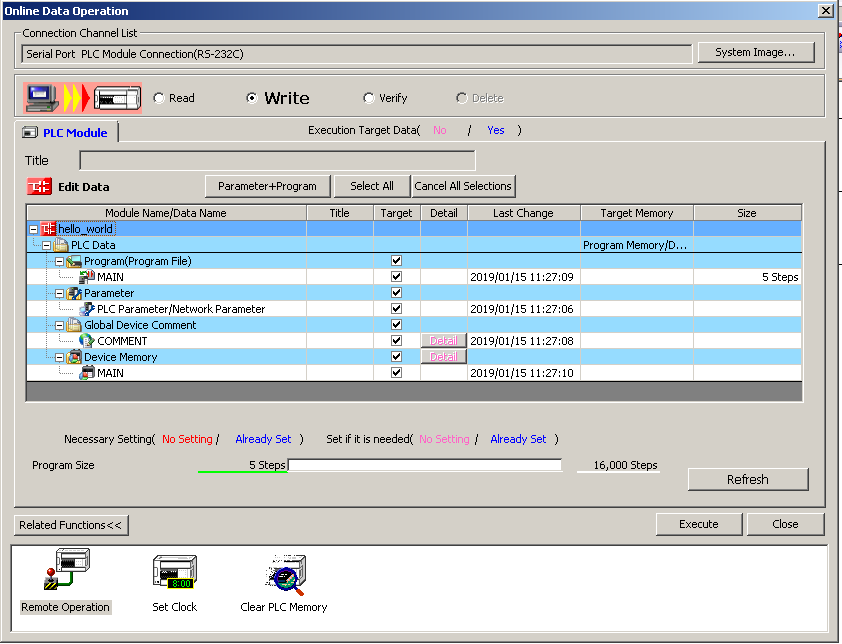
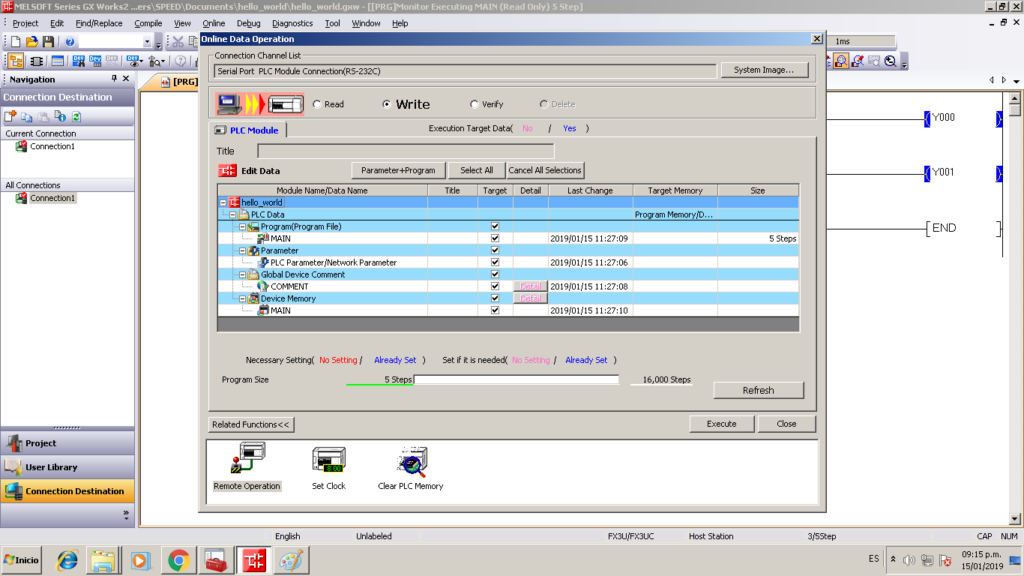
Execute para iniciar descarga.
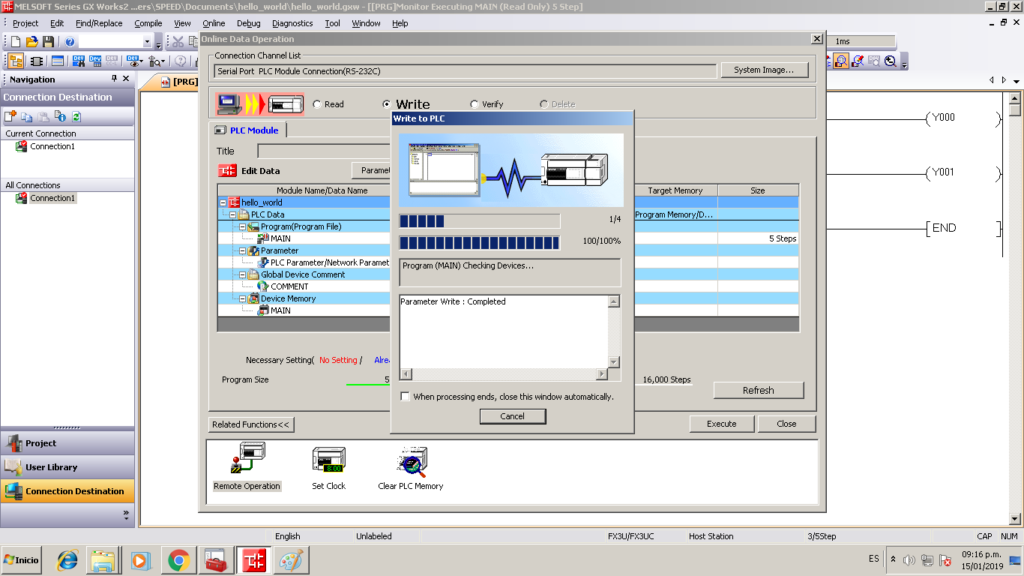
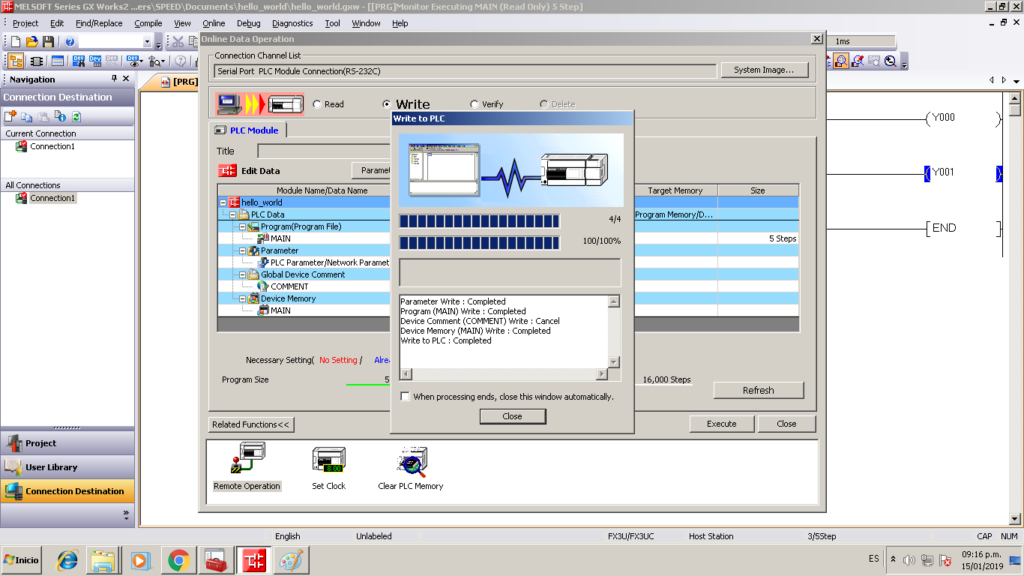
Descargando a PLC
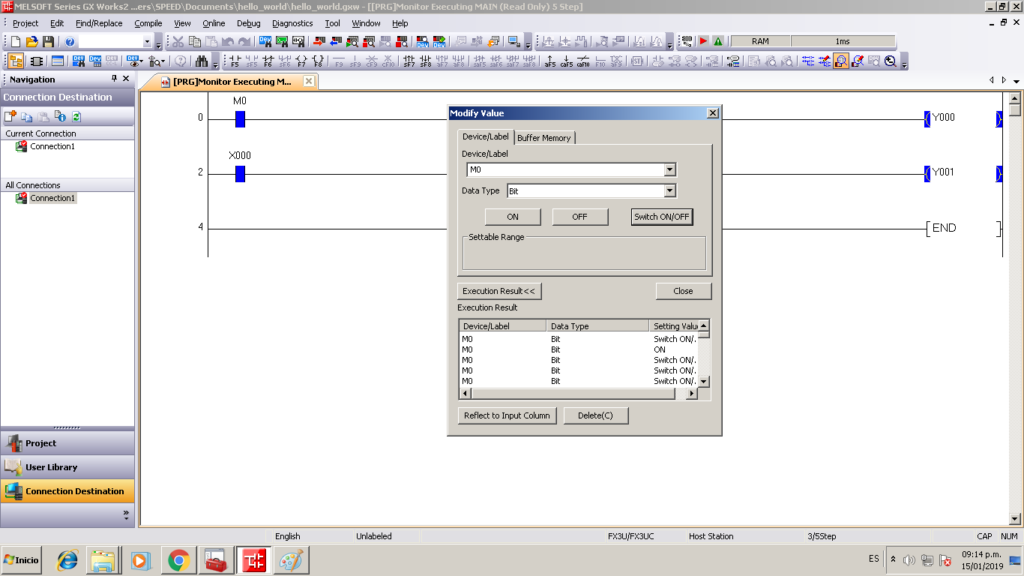
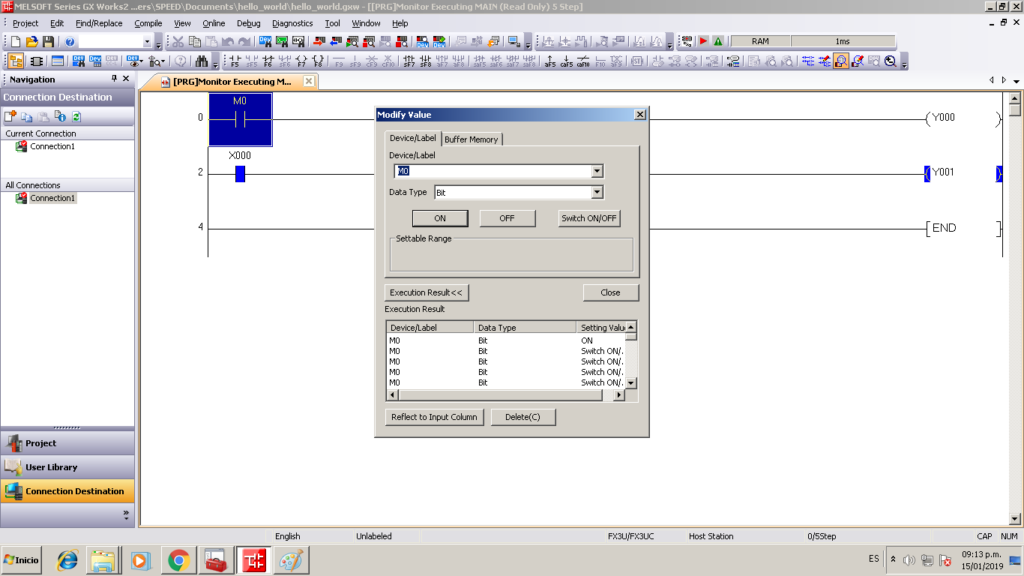
Modo Online
Después de descargar programa y colocar PLC en modo RUN, Gx Works 2 permite monitorizar Online el estado de registros y variables.
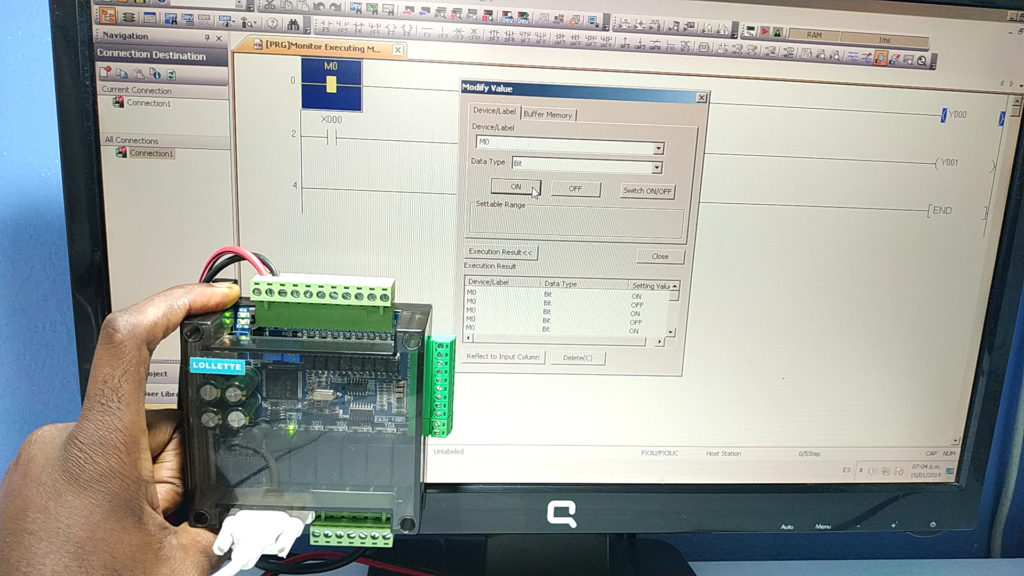
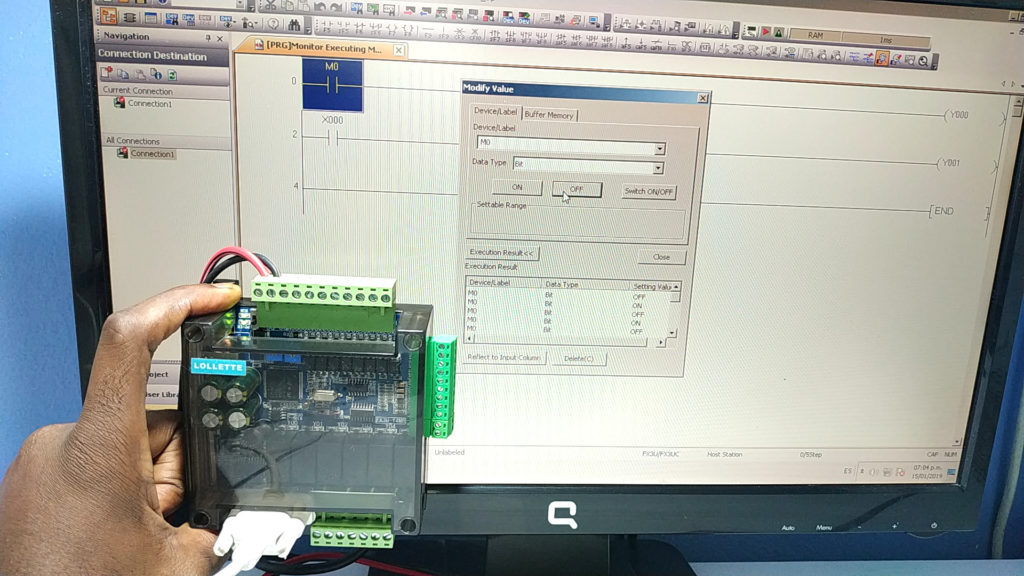
Otra posibilidad es Forzar dicho registros para pruebas, en mi caso forzare el registro M0 para activar la salida Y1.
- Activar Salida Y0.
- Desactivar salida Y0
Conclusiones
Funciona perfectamente, la estabilidad y robustes del Gx Works me genera confianza en este PLC que costo menos de 40 dolares en Aliexpress.
La depuracion es la caracteristica que mas valoro de toda la aplicacion
Si quieren comprar el PLC Lollette en Aliexpress desde Aqui, existen gran variedad y variaciones en precios, un consejo buscar bien.
En próximas pruebas , conectaremos con OPC, e iniciare la integración con ESP32 y Node-RED. Incrementaremos la complejidad exploraremos contadores de alta velocidad, y otros tipos variables.